





Тройник ПНД









- Описание
- Предназначение тройников ПНД
- Видео
- Эксплуатационные преимущества
- Конструкция
- Сортамент
- Типоразмеры фитингов
- Технические характеристики
- Изготовление
- Условия применения
- Рекомендации по подбору фитингов
- Транспортирование
- Условия хранения
- Контроль качества, гарантия и срок эксплуатации
- Монтаж фитинга
- Вес изделия
- Цена на продукцию
- Вопросы - Ответы
Описание
Тройник ПНД – это соединительный элемент трубопровода, выполненный из отдельных отрезков (сегментов) труб полиэтилена низкого давления высокой плотности, используемый для разветвления напорного и безнапорного потока. Стандартные фитинги выполняются Т-образными с углом 90°, при необходимости изготавливаются с углами в 30°, 45°, 60° (косые). Для разъемных соединений прибегают к тройникам фланцевым либо с удлиненной втулкой.
Предназначение тройников ПНД
Применяются при монтаже полиэтиленовых труб такого же класса для подключения арматуры, отвода или соединения потока в системах водо- и газоснабжения, канализации, других сред при давлении до 25 атм и температуре от 0 до 40 °С.
Видео
Изготовление ПНД тройника.


Эксплуатационные преимущества
Фитинги изготавливаются из термопластичного полиэтилена на современном оборудовании и обладают следующими преимуществами:
- коррозионная и химическая стойкость;
- длительный срок эксплуатации;
- устойчивость к температурным перепадам и УФ-лучам;
- деформационная устойчивость, эластичность;
- стойкость к гидроудару;
- внутренняя поверхность не склонна к накоплению отложений;
- удобство монтажа;
- небольшой вес позволяет создавать легкие и прочные конструкции;
- невысокая стоимость по сравнению с металлическими изделиями.
Конструкция
Устройство тройника ПНД показано ниже.
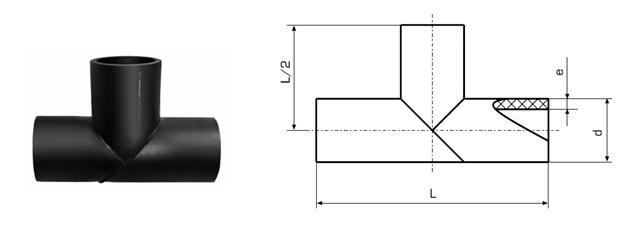
Рисунок 1 – Тройник ПНД
d – наружный диаметр,
L — монтажная длина,
e – толщина стенки
Сортамент
Тройники для ПНД труб выпускаются неравнопроходными и равнопроходными.
Неравнопроходные (редукционные) изготавливаются следующим образом:
- приваркой переходного сегмента к равнопроходному тройнику;
- вытягиванием меньшего патрубка под воздействием температуры.
Поперечное сечение стенки выбирается согласно табл. 3 ГОСТ 18599-2001 по гидростатическому давлению среды. Основной показатель прочности - это параметр SDR (Standart Dimension Ratio – стандартный размерный коэффициент), равный d/e (см. рис. 1), следовательно, деталь с низким показателем SDR выдерживает большие нагрузки, чем с высоким. Величина коэффициента и допустимое давление (для полиэтилена-класса 100) показаны в таблице ниже.
| SDR | PN | Атм | Бар | КГС/см2 | Мпа |
| 41 | 4 | 4 | 4 | 4 | 0,4 |
| 33 | 5 | 5 | 5 | 5 | 0,5 |
| 26 | 6,3 | 6,3 | 6,3 | 6,3 | 0,63 |
| 21 | 8 | 8 | 8 | 8 | 0,8 |
| 17,6 | 9,5 | 9,5 | 9,5 | 9,5 | 0,95 |
| 17 | 10 | 10 | 10 | 10 | 1 |
| 13,6 | 12,5 | 12,5 | 12,5 | 12,5 | 1,25 |
| 11 | 16 | 16 | 16 | 16 | 1,6 |
| 9 | 20 | 20 | 20 | 20 | 2 |
| 7,4 | 25 | 25 | 25 | 25 | 2,5 |
Таблица 1.
Также фитинги подразделяются по величине параметра MRS (Minimum Required Strength - минимальной длительной прочности материала), определяющего деформацию (старение) полиэтилена разных классов в зависимости от нагрузок (давления среды, температуры).
С увеличением значения MRS увеличивается давление, выдерживаемое фитингом.
Типоразмеры фитингов
Соединительные детали соответствуют ассортименту выпускаемых труб:
|
D, мм |
D, мм |
D, мм |
D, мм |
|
10 |
75 |
250 |
710 |
|
12 |
90 |
280 |
800 |
|
16 |
110 |
315 |
900 |
|
20 |
125 |
355 |
1000 |
|
25 |
140 |
400 |
1200 |
|
32 |
160 |
450 |
1400 |
|
40 |
180 |
500 |
1600 |
|
50 |
200 |
560 |
|
|
63 |
225 |
630 |
|
Таблица 2.
Монтажная длина определяется техническими условиями заводов-изготовителей. Средний наружный диаметр, максимальная овальность и толщина стенок соответствуют ГОСТ 18599-2001.
Технические характеристики
Тройник для ПНД труб по внешнему виду поверхности, относительному удлинению при разрыве, стойкости и т.д. соответствует характеристикам, приведенным в п. 5.2 ГОСТ 18599-2001.
| Наименование показателя | Значение показателя для труб из полиэтилена | |||
| ПЭ 32 | ПЭ 63 | ПЭ 80 | ПЭ 100 | |
| 1 Внешний вид поверхности | Трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб не допускаются пузыри, трещины, раковины, посторонние включения, видимые без увеличительных приборов. Цвет труб — черный, черный с синими продольными полосами в количестве не менее четырех равномерно расположенных по окружности трубы или синий, оттенки которого не регламентируются. Внешний вид поверхности труб и торцов должен соответствовать контрольному образцу по приложению Е ГОСТ 18599-2001 | |||
| 2 Относительное удлинение при разрыве, %,не менее | 250 | 250 | 350 | 350 |
| 3 Изменение длины труб после прогрева, %, не более | 3 | 3 | 3 | 3 |
| 4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее | При начальном напряжении в стенке трубы 6,5 МПа
100 |
При начальном напряжении в стенке трубы 8,0 МПа
100 |
При начальном напряжении в стенке трубы 9,0 МПа
100 |
При начальном напряжении в стенке трубы 12,4 МПа
100 |
| 5 Стойкость при постоянном внутреннем давлении при 80 °С при хрупком разрушении для ПЭ 63, ПЭ 80, ПЭ 100, ч, не менее | При начальном напряжении в стенке трубы 2,0 МПа 165 | При начальном напряжении в стенке трубы 3,5 МПа 165 | При начальном напряжении в стенке трубы 4,5 МПа
165 |
При начальном напряжении в стенке трубы 5,4 МПа
165 |
| 6 Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее | При начальном напряжении в стенке трубы 1,5 МПа
1000 |
При начальном напряжении в стенке трубы 3,2 МПа
1000 |
При начальном напряжении в стенке трубы 4,0 МПа
1000 |
При начальном напряжении в стенке трубы 5,0 МПа
1000 |
Таблица 3.
Изготовление
Фитинги ПНД изготавливаются с применением аппаратов стыковой сварки согласно ГОСТ 18599 2001. Помещения для выполнения работ должны быть строго промышленного назначения.
Условия применения
Тройники ПНД могут устанавливаются при условии, что давление среды в трубопроводе не превышает 2,5 МПа, при температурах от 0 до +40 °С.
Рекомендации по подбору фитингов
Тройник ПНД выбирается с поперечным сечением стенки, равной толщине стенки на прямом участке трубопровода, т.е. SDR материала фитингов и трубопровода идентичны. Параметр MRS материала труб и фитингов тоже должны совпадать. Согласно п. А.2 ГОСТ 18599-2001 показатель максимального давления обратно пропорционален температуре транспортируемой среды. Коэффициенты снижения максимального рабочего давления указаны ниже.
| Рабочая температура воды Траб., °С | Коэффициент снижения давления Сtдля труб из | ||
| ПЭ 32 | ПЭ 63 | ПЭ 80, ПЭ 100 | |
| До 20 | 1,00 | 1,00 | 1,00 |
| 21-25 | 0,82 | 0,90 | 0,93 |
| 26-30 | 0,65 | 0,81 | 0,87 |
| 31-35 | 0,47 | 0,72 | 0,80 |
| 36-40 | 0,30 | 0,62 | 0,74 |
Таблица 4.
Если необходимые факторы подбора не соблюдены, эксплуатационный период сокращается.
Транспортирование
Согласно правилам перевозки (ГОСТы 26653-90, 22235-2010) транспортирование и погрузка, в связи с хрупкостью, не осуществляются при температуре ниже минус 20 °С.
Перемещение тройников ПНД водным транспортом предполагает укладывание в пакеты, наземным и воздушным путем – укладку на плоскую поверхность без углов и выступов.
Условия хранения
Хранятся фитинги в герметичных пакетах с разделением по диаметрам, в закрытых помещениях, исключающих механические повреждения, деформацию, попадание смазок и масел, вдалеке от нагревательных приборов. При подъеме упаковок фитингов используются мягкие стропы, а не крюки, захваты погрузчика защищаются полимерными материалами. Высота штабеля с периодом хранения до 60 дней не должна превышать три метра, более 60 дней – два метра.
Контроль качества, гарантия и срок эксплуатации
Контроль качества фитингов производят испытаниями на соответствие:
- внешнего вида контрольному образцу;
- основных размеров согласно НТД;
- маркировке;
- комплектности;
- внешнего вида и формы при температуре прогрева -(110±2) °С в течение 1 часа;
- стойкости при постоянном внутреннем давлении, температуре 20°С и контрольном времени испытания 1 час с отбраковкой партий, не прошедших тестирование.
Гарантийный срок на изделия при соблюдении условий транспортировки и хранения равен двум годам с момента изготовления.
Расчетный срок службы составляет 50 лет.
Монтаж фитинга
Установка соединительных деталей на трубопроводах производиться следующими методами:
- разъемным, с помощью фланцевых соединений;
- неразъемным, с помощью электромуфт – деталей с закладными нагревательными элементами;
- неразъемным, сваркой встык с применением сварочного аппарата.
Фланцевые соединения применяются при необходимости регулярных сборок/разборок трубопровода, либо при соединении полиэтилен – металл.
Перед началом сварки, независимо от способа, поверхности труб, торцы очищаются и обезжириваются торцы в месте соединения, тройник ПНД надежно фиксируется, центрируется относительно оси трубопровода.
Электромуфтовый метод используют для труднодоступных мест (узкий канал, канализационный колодец, шурф), когда стыковую сварку использовать невозможно. В этом способе соединения в роли нагревательного элемента выступает сама муфта. Концы соединяемых труб фиксируются электромуфтой. К контактным площадкам на муфте подключается сварочный аппарат и подается ток, под действием которого происходит оплавление полиэтилена. При отключении тока труба остывает и образуется герметичный стык.
Стыковая сварка – наиболее надежный вид соединения, основанный на диффузии (взаимном проникновении) полимеров при нагреве. Сварочный аппарат нагревает и оплавляет торцы, соединяя встык. В месте нагрева образуется монолит, не уступающий по прочности самой трубе.
После остывания места спайки проводится обработка поверхности. Временной промежуток сварки/охлаждения прописан в инструкции сварочного аппарата.
Преимущества стыковой сварки:
- небольшое энергопотребление;
- низкая себестоимость;
- прочность соединения;
- высокая производительность.
Вес изделия
| Тройник равнопроходной ПНД SDR 17 ПЭ 100 РУ 10 | |
| Диаметр ДУ (мм) | Вес (кг) |
| 50 | 0,160 |
| 63 | 0,325 |
| 75 | 0,482 |
| 90 | 1,090 |
| 110 | 1,650 |
| 125 | 2,230 |
| 140 | 2,870 |
| 160 | 3,840 |
| 180 | 4,980 |
| 200 | 6,280 |
| 225 | 8,000 |
| 250 | 10,200 |
| 280 | 13,000 |
| 315 | 29,200 |
| 355 | 50,200 |
| 400 | 62,900 |
| 450 | 79,000 |
| 500 | 96,300 |
Цена на продукцию
| 50 | звоните |
| 63 | звоните |
| 75 | звоните |
| 90 | 638 |
| 110 | 890 |
| 125 | 1181 |
| 140 | 1430 |
| 160 | 1637 |
| 180 | 2225 |
| 200 | 2681 |
| 225 | 3138 |
| 250 | 4165 |
| 280 | 5171 |
| 315 | 10371 |
| 355 | звоните |
| 400 | звоните |
| 450 | звоните |
| 500 | звоните |
Полный прайс-лист на продукцию находится в разделе стоимость продукции
Отправьте заявку для получения коммерческого предложения или уточнения стоимости продукции, которую Вам не удалось найти в прайс-листе.
Вопросы - Ответы
Все вопросы ответы






Отправьте заявку и узнайте актуальные цены на продукцию
Обработаем заявку и свяжемся с Вами в течении 1-ого часа
